


OptimOH is a liquid processing aid that improves alcohol yield during fermentation and delivers a broader antimicrobial spectrum than traditional antibiotics. A thermostable solution, it is added at the slurry stage early in the ethanol production process, to more effectively control Gram-positive, Gram-negative and spore-forming bacteria. OptimOH eliminates the need for antibiotics in ethanol production and leaves no residues in co-products. The true value of OptimOH is measured not only in increased yield, but by the reduction in lost fermsand reduced maintenance periods associated with biofilm removal.
To speak to one of our OptimOH experts please contact us.
EFFECTIVENESS
CONFIRMATION OF RESULTS
OptimOH has been subjected to intensive testing by Anitox scientists, the US National Corn to Ethanol Research Center (NCERC) and commercial partners. Validations have taken place in full-scale fermentations within ICM and Delta-T designed facilities.
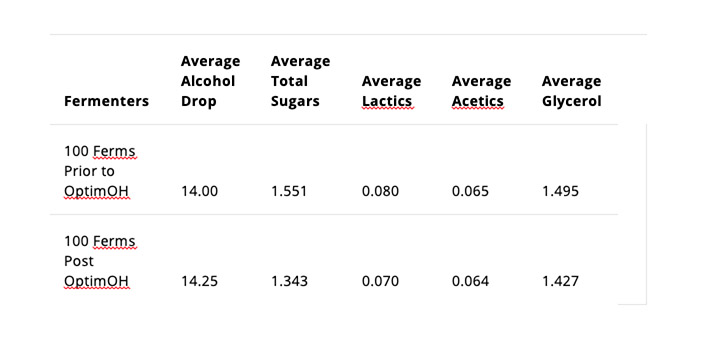
Test results confirmed that OptimOH delivers:
- higher ethanol yield
- improved fermentation performance
- ability to eliminate use of antibiotics
- control of biofilms
- residue-free co-products
- suitability for fermentations running at various pH levels
INCORPORATING OPTIMOH
- OptimOH is applied up-front via a closed system, directly into the corn slurry. This inhibits biofilm formation in the mash lines, controlling the bacteria that competes with your sugar conversion
- OptimOH effectiveness does not degrade over time
- OptimOH is metabolised by the yeast during fermentation and does not affect the physical or nutritional quality of co-product and does not result in residue carry-over
- By reducing biofilm in lines, tanks and heat exchangers, OptimOH reduces ‘dead legs’ where bacteria can build up
- OptimOH can lower dependance on sulfuric acid used to artificially lower pH as a traditional means of bacteria control
- OptimOH generates no emissions in waste water or fermentation gas scrubbers
The decision to deploy OptimOH requires no modifications to your alcohol production process. Anitox installs a pre-designed application system that can be installed within the cook system, depending upon the design of the plant. To see how your plant could use OptimOH to control bacteria without the use of antibiotics – and increase alcohol yield – contact the Anitox Biofuels and Fermentation Program team.